

Heading 1: Stop Crushing Your Profits: The Importance of Gentle Handling in Snack Packaging
In the snack food industry, the integrity of your product is your brand’s signature. Whether it’s premium macadamia nuts, fragile potato chips, or coated candies, breakage during transport equals direct financial loss. Specifically, traditional screw conveyors or steep belt inclines can crush delicate items, leading to high “giveaway” rates and customer complaints. Our Z-Type Bucket Elevator offers a “Gentle-First” solution to keep your products—and your profits—intact.
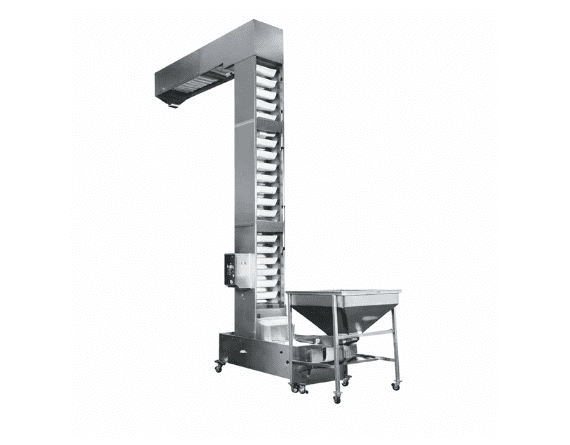
Heading 2: How Z-Type Technology Eliminates Product Breakage
Unlike other conveying methods that push or pull materials, a Z-type system carries them. Moreover, several key design features ensure the highest level of product protection:
Independent “Cradle” Transport: Each bucket acts as a stable container. The product remains stationary inside the bucket during the entire vertical and horizontal lift. Therefore, there is zero friction or agitation between the material and the machine walls.
Overlapping Bucket Feed: We design our buckets to overlap at the intake point. Consequently, this eliminates “product spilling” or pinching between buckets, which is a common cause of damage in older conveyor models.
Controlled Gravity Discharge: At the discharge point, the buckets tilt gently to release the product. As a result, fragile snacks slide into the multihead weigher instead of falling from a height, minimizing impact damage.
Heading 3: Eliminating Cross-Contamination During Flavor Changeovers
For snack manufacturers, switching from “Salted” to “Spicy” flavorings can be a sanitation nightmare. Specifically, cross-contamination can lead to expensive batch rejections or even allergy recalls.
Tool-Free Cleaning Access: Our Z-type elevators feature quick-access side panels. Therefore, your team can deep-clean the internal chain and buckets in minutes between batches.
Food-Grade Polypropylene (PP) Buckets: These non-porous buckets do not absorb oils or flavorings. Specifically, a simple high-pressure wash is enough to ensure a sterile surface for the next product run.
Heading 4: Real-World ROI: A Case Study in Nut Processing
Specifically, a macadamia nut processor in Australia recently replaced their inclined belt system with our Z-Type Bucket Elevator.
The Problem: Their old system caused a 4% breakage rate, costing them approximately $1,200 per week in wasted premium product.
The Result: After switching to the Z-type system, the breakage rate dropped to near zero. Ultimately, the equipment paid for itself in less than six months through material savings alone.
Heading 5: Why “Integrated Feeding” is the Future of Snacks
Efficiency happens when your machines talk to each other. Our Z-type elevators integrate seamlessly with Multihead Weighers. By using intelligent level sensors, the elevator only feeds when the weigher needs product. Consequently, you prevent “over-stuffing” the feeder pans, which further protects the product from unnecessary vibration and stress.
Conclusion: Choose Quality Over Cheap Alternatives
In the snack world, a “cheap” conveyor is often the most expensive choice in the long run. If you want to reduce waste and improve your brand’s perceived quality, it is time to upgrade to a gentle-handling Z-type system.
Next Step: Request a Fragility Test Not sure if your product will hold up? Contact our engineers to discuss your specific material properties or to see a video of our Z-type elevator handling similar fragile items today.