

Introduction
A worn VFFS bag former does not fail dramatically. It degrades quietly — and by the time most operators notice, the line has been running at reduced quality for weeks. The costs accumulate in film waste, rejected bags, and unplanned stops, all traced back to a component that costs a fraction of a single hour of downtime to replace.
Not yet familiar with what a forming set does? Read our overview first: What Is a VFFS Bag Forming Set and How Does It Work?

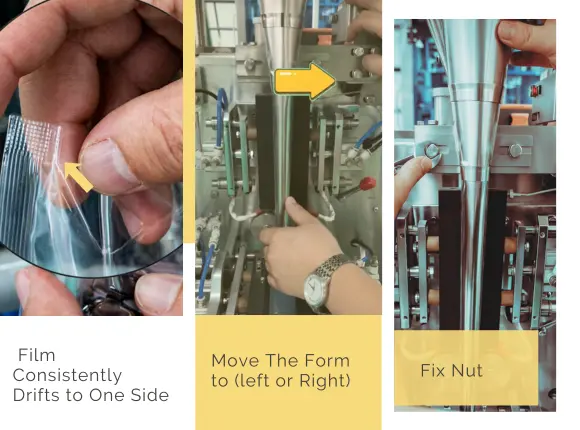
Sign 1: Film Consistently Drifts to One Side
If your film keeps migrating left or right — requiring constant manual re-tensioning or triggering the edge sensor alarm — the forming shoulder geometry is almost certainly the issue.
A new forming shoulder has a perfectly symmetrical contact profile. After extended use, one side wears faster than the other, particularly if the film has been running with uneven tension. The asymmetric wear causes the film to track off-center.
Quick check: Run your fingertip across the film-contact surface. You should feel a smooth, uniform curve. Any flat spot or groove indicates localized wear. If you can feel it with your finger, the film will react to it.
Replacement indicator: If realigning the film tension resolves the drift temporarily but the problem returns within hours or days, the shoulder geometry is degraded and the component needs replacing.
Sign 2: Back-Seal Wrinkles or Misalignment
The back seam of the bag — the fin seal or lap seal running down the back — should be straight, consistent, and centered. If you see wrinkles, diagonal seals, or the seam drifting off-center, the forming shoulder is the most likely cause.
The shoulder is responsible for bringing the two film edges together at exactly the right point. Wear or deformation at the film-gathering edge causes them to meet unevenly — the characteristic wrinkled or twisted back seal.
Secondary cost: Beyond visual quality, a misaligned back seal reduces seal strength. In leak tests on powder or liquid bags, this is often the first failure point.
Replacement indicator: If seal quality cannot be recovered by adjusting sealing temperature or pressure, the forming shoulder geometry needs inspection and likely replacement.
Sign 3: Increasing Film Break Rate
Film breaks are expensive. Every break means a line stop, a re-thread, and several minutes of lost production. On a line running at 80 bags/min, a 10-minute stop costs hundreds of bags.
A worn forming shoulder causes breaks by introducing stress concentrations at two common points:
- The shoulder leading edge — where film first contacts the shoulder. Any burr, nick, or rough spot acts as a notch, initiating a tear under tension.
- The shoulder-to-tube transition — where the film completes its wrap. Wear here creates an irregular surface that abrades thin or laminated films.
Teflon coating check: If your shoulder has outer Teflon coating and break rates are rising, inspect the coating. Teflon wears invisibly — once abraded away (typically after 12–18 months of continuous operation), the exposed steel creates higher friction and increases break rate.
Replacement indicator: If film break rate has doubled from your baseline, inspect the shoulder immediately. A new forming shoulder typically returns break rates to near-zero within the first production run.
Sign 4: Material Appearing Near the Seal Area
For powder, liquid, or paste applications — particularly on trunk-style formers — product appearing near the horizontal seal zone is a clear sign of forming component wear.
When the inner surface of the trunk tube degrades — through surface roughness from wear, or Teflon coating loss — product begins to adhere to the tube walls and drip from the tube rim, landing on the seal zone just as the horizontal jaws close. The result: contaminated seals, failed heat bonds, and leaking bags.
Inner Teflon coating: This is exactly the application for inner Teflon spray. When intact, powders and liquids flow cleanly to the bag bottom. When degraded, residue accumulates and contamination begins.
Replacement indicator: If cleaning the forming tube resolves the contamination temporarily but the problem returns within days, the inner coating is degraded and the component needs replacing.
Running a trunk-style former for powder or liquid applications? See our Trunk-Style Former page for specifications and coating options.
Sign 5: Visible Surface Damage — Scratches, Dents, or Pitting
Look at the forming shoulder. A small scratch on the film-contact surface is not cosmetic damage — it is an abrasive edge that contacts every meter of film that passes over it. On a line running at 100 bags/min with 200mm bags, that is 20 meters of film per minute, 1,200 meters per hour.
Common causes of mechanical damage:
- Improper storage — forming shoulders stored loose in a tooling cabinet, contacting other metal parts. Always use a dedicated rack with foam padding or individual slots.
- Film jam clearance — operators using metal tools (screwdrivers, pliers) to clear jammed film. Always use non-abrasive tools.
- Drop damage — the shoulder-to-tube transition edge is the most vulnerable point. A single drop on concrete can create a dent that takes hours to diagnose.
Replacement indicator: Any scratch deep enough to catch a fingernail, any visible dent on a film-contact surface, or any pitting on the leading edge warrants immediate replacement.
How Quickly Can You Get a Replacement?
For standard VFFS forming shoulders matching common machine models (Dasong, Coretamp, Baopack, Zhongke, and others), we maintain stock for rapid dispatch.
For custom specifications — unusual film widths, non-standard bag shapes, or specific mounting interfaces — our typical lead time is 7–10 business days from drawing confirmation. We provide free drawing review and model selection advice before production begins.
Know you need a new forming set — but not sure which type? The choice between a collar-type forming shoulder and a trunk-style former is not always obvious. We built a complete selection guide that walks you through the decision, product by product: Collar-Type vs. Trunk-Style Bag Formers: Which One Do You Need?. Or go straight to the product pages: VFFS Bag Former for granules and dry products, or Trunk-Style Former for powders and liquids.