

Introduction
In today’s fast-evolving world of manufacturing and logistics automation, conveyor systems are more than just material handling equipment—they’re critical infrastructure. Their efficiency, reliability, and adaptability directly impact production output and operational costs.
Among the many available options, modular belt conveyor systems have rapidly become the preferred choice across industries. With their innovative design and superior performance, modular belt conveyors are replacing traditional rubber and fabric belts at an accelerating pace.
This article provides a comprehensive analysis tailored for manufacturing procurement decision-makers, covering technical specifications, key advantages, and real-world applications of modular conveyor belt systems.
What Makes Modular Belt Conveyor Systems Stand Out?
A Structural Breakthrough
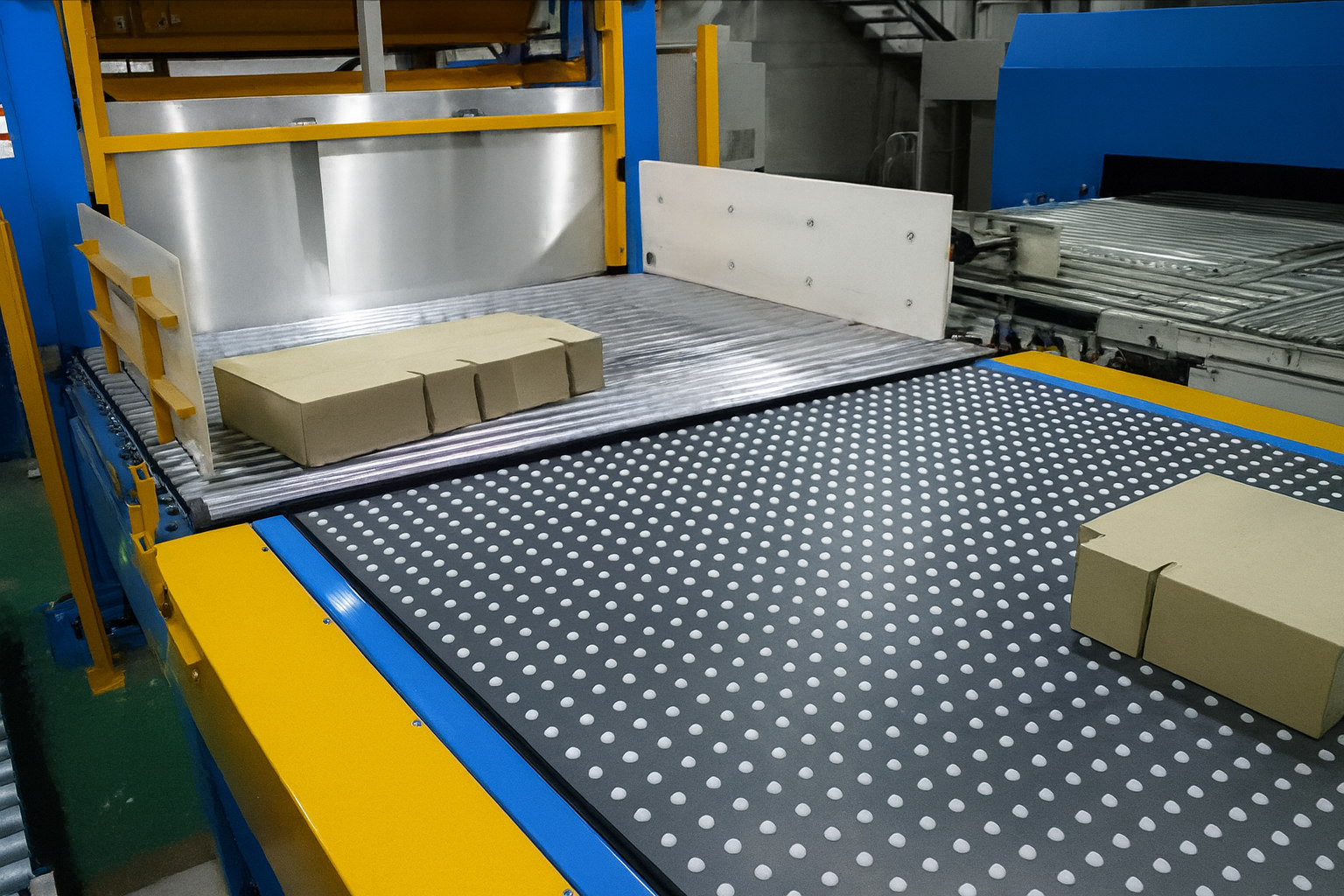
A modular plastic conveyor belt is composed of interlocking plastic modules linked by hinge rods, forming a flat, durable, and continuous conveying surface. This unique “brick-lay” design offers several significant advantages over traditional fabric or rubber belts.
| Feature | Modular Belt Conveyor | Traditional Belt Conveyor |
|---|---|---|
| Drive Method | Sprocket-driven, no tracking issues, no tensioning needed | Friction-driven rollers, prone to misalignment |
| Maintenance | Individual modules are replaceable, with low downtime | Often requires full replacement or complex splicing |
| Hygiene | Smooth, open structure, easy to clean, FDA/EU compliant | Absorbs moisture, harbors bacteria, hard to sanitize |
| Durability | Resistant to corrosion, impact, and abrasion | Susceptible to wear, tear, and chemical damage |
| Layout Flexibility | Straight, curved, inclined, and spiral layouts | Limited by design, needs multiple systems |
| Product Handling | Variety of surfaces, handles, sharp or unstable products | Surface prone to damage by sharp items |
Modular belt conveyor systems are engineered for reliability, speed, and adaptability—ideal for industries that demand high hygiene, durability, and uptime.
Key Technical Specifications: What Procurement Professionals Must Know
1. Material Selection
Material type determines the belt’s durability, resistance, and application suitability.
| Material | Characteristics | Typical Applications |
|---|---|---|
| Polypropylene (PP) | Economical, good chemical resistance | Packaging, logistics, sorting |
| Polyethylene (PE) | Excellent at low temperatures, flexible | Frozen food, cold storage |
| Acetal (POM) | High strength, low friction, wear-resistant | Beverage filling, auto parts |
| Nylon (PA) | Heat-resistant, high-strength | Baking, tire manufacturing |
Tip: Use a float test to differentiate materials—PP floats, POM sinks.
2. Belt Types & Structures
- Straight-running: Standard point-to-point transport
- Side-flexing (Curved belts): Navigate turns while maintaining product orientation
- Spiral: Vertical lift, descent, or buffer storage
- Open-grid: Supports washing, drying, or cooling processes
- Flat-top: Stable surface for small or unstable products
- Roller-top: Enables merging, diverting, or rotating products in-line
3. Mechanical Properties
- Pitch: Affects strength and minimum turning radius
- Width & Length: Fully customizable; widths can exceed 1 meter
- Speed: Varies by design; up to 100 m/min
- Load Capacity: Depends on material, pitch, and support structure—heavy-duty options are available for industrial applications
Real-World Application Cases
Case 1: Food Processing – Poultry Cutting Line
Challenge: Oily, wet environment with strict hygiene standards. Traditional belts are prone to bacterial contamination and damage from knives.
Solution: FDA-compliant open-grid modular plastic conveyor belt made of POM, enabling high-pressure wash-down and resisting knife damage.
Result: Reduced downtime, improved sanitation, and extended belt life.

Case 2: Automotive – Engine Assembly Line
Challenge: Transporting heavy, sharp-edged components like engine blocks without belt wear or misalignment.
Solution: High-strength modular belt conveyor using nylon material, with guided sprocket-driven layout to eliminate belt tracking issues.
Result: Enhanced operational stability, fewer belt replacements, improved Overall Equipment Effectiveness (OEE).
Case 3: E-Commerce Logistics – Parcel Sorting Center
Challenge: High-speed sorting of parcels with diverse sizes and weights during peak demand.
Solution: A flexible, intelligent modular conveyor belt system combining straight, curved, and roller-top belts for scanning, diverting, and sorting.
Result: Boosted sorting speed and accuracy with modular scalability for future system upgrades.

Future Trends: Smart & Sustainable Conveyor Systems
Looking ahead, modular belt conveyors are evolving toward:
- Smart integration: IoT-enabled sensors for predictive maintenance and performance monitoring
- Eco-friendly design: Recyclable materials, reduced energy consumption
- Automation-ready features: Supporting full digital transformation in smart factories
Conclusion: Make the Right Investment for Long-Term Productivity
Choosing the right modular belt conveyor system isn’t just a procurement task—it’s a strategic move that impacts your production efficiency, maintenance costs, and future adaptability.
By understanding the core materials, structures, and capabilities of modular plastic conveyor belts, you can confidently select a system that aligns with your operational goals.