

Bowl-Type Elevator Buckets
Bowl-Type Elevator Buckets for Food Weighing & Packaging Lines
Visão geral
In food weighing and packaging lines, there is a category of products that standard vibratory feeders and conventional Z-type elevator buckets struggle with. Not because the products are exotic — but because their surface, shape, or physical behaviour makes stable, gentle feeding genuinely difficult.
These are the products that stick, break, bridge, or scatter during conveying. Products that arrive at the packaging line after washing, draining, cooling, or hand sorting — and need to be lifted gently to a multihead weigher or linear weigher without being damaged, tangled, or separated.
The bowl-type elevator bucket is the industry-standard solution for exactly this role: second-stage lifting, buffering, and stable feeding in food weighing and packaging lines, for products that conventional feeding equipment cannot handle reliably.
Part of our complete peças de elevador de caçamba range.
Which Products Need Bowl-Type Buckets?
Four Product Characteristics That Make Standard Feeding Unreliable
The bowl-type elevator bucket is not just for fragile products. In food packaging lines, ‘difficult to feed’ covers four distinct product behaviours — and a product may have more than one of them simultaneously.
1. Sticky or Wet Surface Products
Products with oily, syrupy, juicy, or moist surfaces cling to the walls of standard rectangular buckets and to each other. This causes two problems: incomplete discharge (product sticks in the bucket and is carried back down the elevator rather than being delivered to the weigher) and product accumulation that eventually drops in uncontrolled clumps, disrupting weigher fill accuracy.
The bowl-type arc profile minimises the surface contact area between product and bucket. The curved base means product rests on a smaller contact zone, reducing adhesion. Combined with the rolling discharge action, sticky products release more completely on every cycle than in a flat-bottomed bucket.
- Typical products: marinated meat pieces, glazed nuts, sugar-coated confectionery, candied fruit, products after sauce or oil coating
- Secondary challenge: oily or moist residue accumulates faster in rectangular bucket corners — bowl-type smooth arc profile is significantly easier to clean between product runs
2. Fragile or Impact-Sensitive Products
Products that chip, crack, crumble, or shed coating under impact need a conveying path that minimises drop height and contact force at every transition. In a food packaging line, the elevator is usually the highest-energy transition in the product’s path from the preparation area to the weigher — and the one where breakage is hardest to recover from, because fragments become mixed into the batch.
The bowl-type arc base reduces impact force at the boot (where product loads into the bucket) by distributing the landing across the curved surface. The rolling discharge reduces the drop from the bucket lip to the weigher infeed. The practical result: lower fragment generation, lower dust accumulation in the weigher hoppers, and longer intervals between weigher cleaning.
- Typical products: puffed snacks, extruded products, biscuit pieces, chocolate-coated items, crisps, freeze-dried pieces, crackers
- Typical line position: between a vibratory cooler or cooling conveyor and the multihead weigher infeed
3. Irregular Shape Products
Products that are not uniform in size, shape, or weight — chunks, strips, irregular cuts, mixed sizes — cause feeding problems in standard conveyors because they tangle, stack unevenly, and create bridging points at every transition. A rectangular bucket with a flat base can accumulate a tangle of irregular pieces that does not discharge cleanly, leaving variable amounts of product in the bucket on each cycle and disrupting weigher accuracy.
The bowl’s circular cross-section has no corners where irregular pieces can wedge or tangle. Product settles naturally into the base of the bowl and discharges in a single flowing motion. This makes the bowl-type bucket particularly effective as a buffer and stabiliser between irregular-output processes (hand sorting, portion cutting) and the consistent-input requirement of a multihead weigher.
- Typical products: fresh-cut vegetables, irregular meat portions, mixed dried fruit, seafood pieces, root vegetable chunks, noodle portions
- Typical line position: after a manual sorting or portion-cutting station, before a weigher
4. Products Prone to Bridging or Uncontrolled Flow
Some products flow too readily — and then stop flowing entirely when a bridge forms. Products with interlocking shapes, high surface friction, or tendency to compact under their own weight create bridging at every hopper or bucket transition. A vibratory feeder running these products alternates between no flow (bridged) and surge flow (bridge collapses) — creating the stop-start rhythm that makes consistent weigher feeding impossible.
The bowl-type elevator delivers product in discrete, controlled portions — one bowl’s worth per cycle, at a consistent rate set by the elevator speed. This metered, rhythmic delivery is inherently more stable than vibratory feeding for bridging-prone products, because the product is not sitting in a bulk mass waiting for a flow path to open. It is lifted in individual portions and released at the weigher infeed one cycle at a time.
- Typical products: long noodles, spaghetti portions, leafy vegetables, products with interlocking shapes, high-friction surfaces, or strong tendency to compact
- Secondary benefit: consistent cycle delivery helps stabilise weigher combination accuracy, because the weigher receives a predictable flow rate rather than the surges and gaps of a bridging-prone vibratory feeder


Where Bowl-Type Elevators Sit in the Line
Typical Line Positions: Second-Stage Lifting and Buffer Feeding
Bowl-type elevators in food packaging lines are almost never the primary long-distance transport conveyor. They are positioned at specific transition points in the line where the product needs to change height, be buffered, or be stabilised before entering a weighing or packaging machine.
| Posição da Linha | Upstream Process | Downstream Equipment | Bowl Elevator Role |
| After manual sorting / portioning | Hand sorting, portion cutting, inspection | Multihead weigher or linear weigher | Lifts and meters product from floor-level operator station to elevated weigher infeed. Eliminates manual carrying and stabilises weigher feed rate. |
| After washing / draining / cooling | Washing machine, blancher, air cooler, dryer | Balança multicabeçote | Product arrives at unpredictable intervals and with surface moisture. Bowl elevator buffers the output and delivers a consistent flow rate to the weigher regardless of upstream variation. |
| After frying / coating / glazing | Fryer, coating drum, sugar pan | Weigher + bagger | Product surface is oily, sticky, or coated. Bowl-type handles the adhesion challenge that would cause sticking and carryback in a standard Z-type elevator. |
| Temporary buffer / staging hopper | Any upstream process | Multihead weigher or linear weigher | Product accumulates in the bowl elevator during upstream process gaps (changeover, inspection, jam clearance) and is released at a controlled rate when the weigher is ready. |
| Between two packaging lines | Saída da linha de embalagem primária | Secondary packaging machine | Transfers finished primary packs from one line to the infeed of a secondary packaging or case-packing machine, with height change and gentle handling. |
The key distinction: Bowl-type elevators in food packaging are ‘second-stage’ equipment — they solve the last-metre feeding problem between a process step and a weighing or packaging machine. They are not designed for long-distance bulk transport. If your application involves lifting bulk raw material from a warehouse or storage silo, the DS or DQ grain elevator cup series is the correct specification. If you need to lift processed, sorted, or prepared food product to a weigher or packaging machine — with gentle handling, stable metering, and consistent discharge — the bowl-type elevator is the right tool.
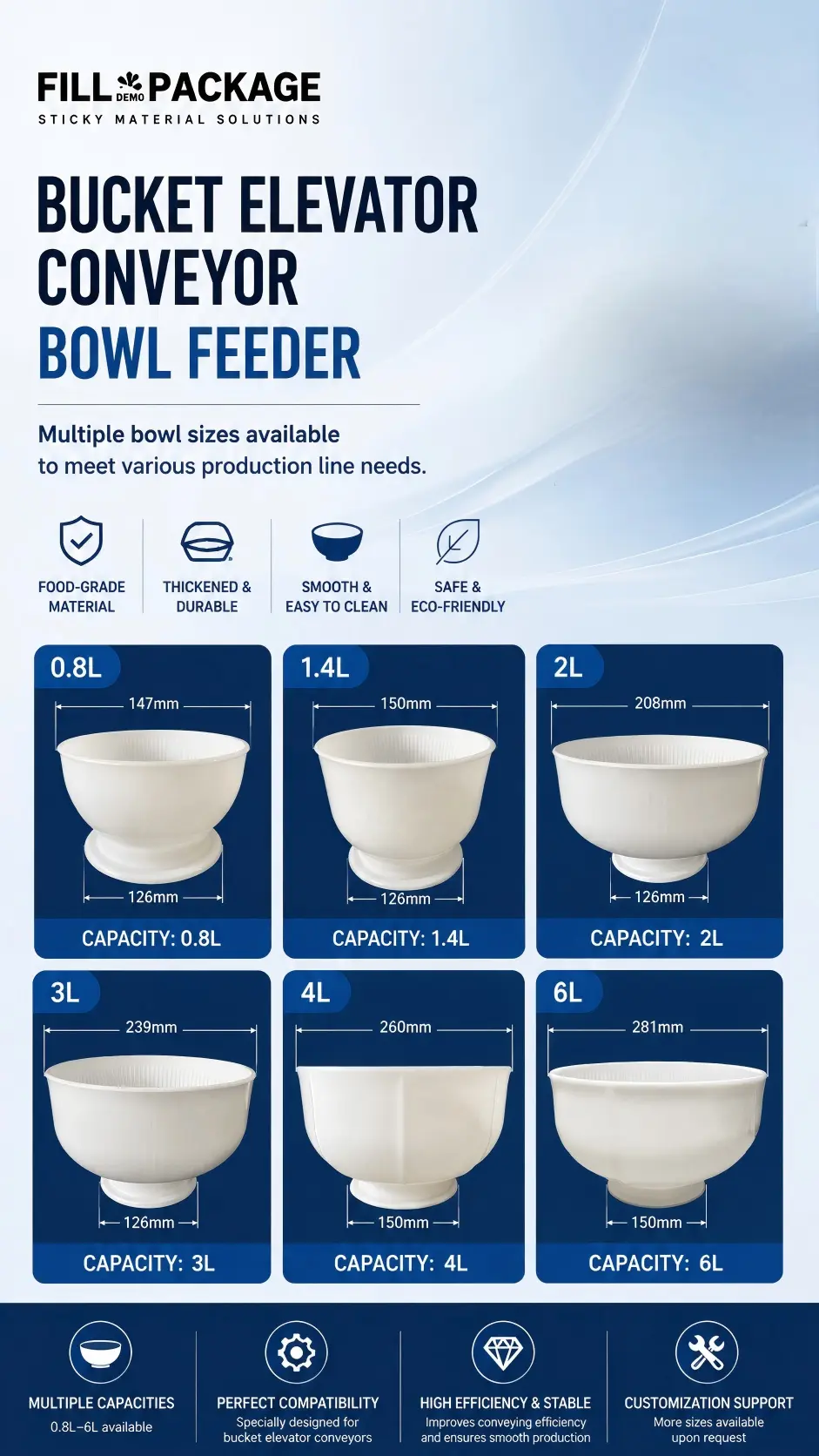
Bowl-Type Elevator Bucket Sizes Specifications
Six standard sizes in food-grade virgin PP. Mounting base diameter is standardised within two groups for easy interchange on the same elevator frame.
| Size | Top Diameter (mm) | Base Diameter (mm) | Capacidade | Recommended For |
| 0.8L | 147 | 126 | 0.8 litres | Small seeds, fine granules, small confectionery, precision low-volume applications |
| 1.4L | 150 | 126 | 1.4 litres | Coffee beans, small nuts, spice seeds, small coated confectionery |
| 2,0L | 208 | 126 | 2.0 litres | Whole almonds / cashews / macadamia, medium snack pieces, coated products |
| 3,0L | 239 | 126 | 3.0 litres | Mixed nuts, large puffed snacks, freeze-dried pieces, irregular cut vegetables |
| 4,0 L | 260 | 150 | 4.0 litres | High-throughput lines, large confectionery, meat portions, seafood pieces |
| 6.0L | 281 | 150 | 6.0 litres | Large irregular pieces, high-capacity second-stage lifting, industrial food lines |
Custom sizes available for non-standard C-type conveyor chains or specific throughput requirements. Drawing confirmation issued before production.

Bowl-Type vs Z-Type vs DS/DQ: Which Format Do You Need?
| Bowl-Type | Z-Type Rectangular | DS / DQ Cups | |
| Primary role | Second-stage lifting, buffer feeding, stable metering to weigher | Primary elevator for free-flowing granules to weigher | Industrial grain / bulk material vertical conveying |
| Handles sticky products | ✅ Arc base reduces adhesion, rolling discharge | ❌ Flat base causes sticking and carryback | ❌ Not designed for food packaging sticky products |
| Handles fragile products | ✅ Low impact at boot and discharge | Moderate — flat base impact at boot | ❌ Centrifugal discharge too forceful for fragile food |
| Handles irregular shapes | ✅ No corners — product settles and flows | Moderate — corners can trap irregular pieces | Not applicable in food packaging context |
| Stable metered delivery | ✅ Consistent volume per cycle | ✅ Consistent volume per cycle | Bulk flow — not metered per cycle in same way |
| Capacity range | 0.8L – 6.0L | 0.5L – 6.0L | 0.16L – 15.0L |
| Typical line position | After process step, before weigher | Bulk infeed to multihead weigher | Industrial bulk conveying, grain, chemicals |
| Food grade | ✅ Virgin PP, FDA compliant | ✅ Virgin PP / ABS / SS | ✅ HDPE / Nylon / SS options |
Bowl Type Bucket Material Specification
- Food-grade virgin PP — standard for all bowl-type buckets. FDA 21 CFR 177.1520 and EU 10/2011 compliant.
- All buckets from certified virgin resin — never recycled material. Material test reports available on request.
- Smooth interior arc surface — minimises adhesion for sticky products and simplifies cleaning between runs.
- Standardised base diameter: 126mm (0.8L–3.0L), 150mm (4.0L–6.0L) — sizes within the same group interchange on the same frame without changing mounting hardware.
- Maximum operating temperature: 80°C (PP). Nylon (PA) available on request for higher-temperature applications.
- Custom surface options: ribbed interior for products that slide at high elevator speeds; textured for additional grip on very smooth-surface products.
Produto relacionado




Request a Quote or Application Consultation
Tell us your product and line position — and we will recommend the correct bowl-type bucket size and confirm C-type or Z-type mounting compatibility. For sticky, fragile, or irregular products, we offer a free feeding consultation: describe your current setup and the problem you are trying to solve, and our engineers will advise on the best configuration. Contate nossa equipe técnica
Need samples before committing to full volume? We supply standard bowl-type elevator bucket samples for in-line testing before bulk order placement. Request a sample →
Related Products & Reading
Bucket Elevator Parts Hub — complete range: Z-type, DS/DQ cups, chains, sprockets, guide rails
Z-Type Elevator Buckets — rectangular format for free-flowing granules, dal, coffee, spice seeds
Bucket Elevator Cups — DS & DQ Industrial Series — for grain and industrial bulk conveying applications
Z-Type Elevator for Fragile Snacks & Nuts — Application Page
Conveyor Roller Chain & Sprockets
Ultimate Guide to Bucket Elevator Components
Yes — marinated meat is one of the most common applications for bowl-type elevator buckets in food packaging lines. The arc base reduces the contact area between the oily product surface and the bucket wall, preventing the sticking and carryback that occurs in standard rectangular buckets. The rolling discharge ensures complete product release on every cycle. For marinated meat, we recommend the 3.0L or 4.0L size depending on your target throughput, with a smooth interior finish. For the oily surface washdown requirement, the bucket is also compatible with standard food-grade cleaning protocols.
Both deliver product to a multihead weigher, but they are designed for different product characteristics. A Z-type rectangular elevator is optimised for free-flowing dry products — granules, seeds, coffee beans — where flow is consistent and impact is not a concern. A bowl-type elevator is used when the product is sticky, fragile, irregularly shaped, or prone to bridging — conditions where a Z-type would either damage the product, leave residue in the bucket, or deliver inconsistent flow to the weigher. If your product runs well on a vibratory feeder, a Z-type elevator will likely work. If your product causes problems on a vibratory feeder, a bowl-type elevator is almost always the correct specification.
Yes — this is one of its primary functions in food packaging lines. When an upstream process (washing, cooling, frying, sorting) delivers product in bursts rather than at a constant rate, the bowl elevator’s cycling action absorbs this variation. Product accumulates in the elevator’s loading zone during gaps in upstream output, and the elevator delivers a consistent, metered flow to the weigher regardless of the upstream rhythm. This buffering function significantly improves weigher combination accuracy because the weigher receives a stable input rather than alternating surges and gaps.
For fresh-cut vegetables — irregular shapes, high moisture content, tendency to tangle or bridge — we typically recommend the 3.0L or 4.0L size. The larger bowl diameter accommodates irregular piece sizes without jamming, and the higher capacity per cycle gives the elevator sufficient buffer to smooth out the uneven output from a cutting or washing machine. Send us your target throughput in kg/hour and the approximate piece size range, and we will calculate the required elevator speed and bucket size combination.
Standard sizes (0.8L to 6.0L in standard PP): MOQ 100 pieces, no tooling charge. For evaluation before committing to a full order, we supply sample quantities of standard sizes on request — contact our technical team to discuss sample requirements. Custom sizes or non-standard configurations: MOQ 500 pieces with one-time mould cost, samples available from first production run.