

Máquinas de formado, llenado y sellado verticales (VFFS) Son las máquinas de trabajo más potentes de la industria del embalaje, responsables de envasar eficientemente todo tipo de productos, desde snacks y posos de café hasta polvos y líquidos. Si bien estas máquinas son maravillas de la ingeniería, su complejidad implica que pueden surgir, y de hecho surgen, problemas operativos. Las paradas imprevistas son un enemigo de la productividad, y diagnosticar rápidamente la causa raíz de un problema es una habilidad crucial para cualquier técnico de mantenimiento u operador cualificado.
Esta guía, basada en conocimientos de técnicos de campo experimentados, cubre los 12 problemas más comunes que se encuentran en Máquinas VFFS, sus posibles causas y las soluciones prácticas para que su línea de producción vuelva a funcionar con un retraso mínimo.

1. La película se rompe o se rasga durante el funcionamiento
Este es un problema frecuente y frustrante en el que la película de embalaje se rompe inesperadamente, provocando una parada inmediata de la máquina.
Causa potencial | Solución |
Rollo de película defectuoso | Inspeccione el rollo de película para detectar imperfecciones como empalmes defectuosos, desgarros en los bordes o curvatura excesiva. Reemplácelo con un rollo nuevo de alta calidad si encuentra defectos. |
Falla del motor de alimentación de película | Revise el cableado del motor de alimentación de película para detectar conexiones sueltas o daños. Una conexión defectuosa puede causar un funcionamiento errático del motor. |
Interruptor de proximidad dañado | El interruptor de proximidad que controla la alimentación de la película podría estar dañado o desubicado. Pruebe el interruptor y reemplácelo si no funciona correctamente. |
2. Mala integridad del sello o bolsas con fugas
Una falla crítica en la que los sellos de las bolsas son débiles, incompletos o se abren fácilmente, lo que genera pérdida de producto y posible contaminación.
Causa potencial | Solución |
Material de película inconsistente | La capa interior de sellado de la película podría no ser uniforme. Cambie a una película de embalaje de mayor calidad de un proveedor de confianza. |
Presión de sellado desigual | La presión en las mordazas de sellado no es uniforme. Esto puede deberse al desgaste. componentes de la mandíbula o desalineación. Ajuste la presión de la mordaza y verifique que el contacto sea uniforme con papel carbón. |
Temperatura de sellado demasiado baja | El calor es insuficiente para fundir y fusionar correctamente la capa de sellador. Aumente gradualmente la temperatura de sellado en pequeños incrementos hasta lograr un sellado fuerte y hermético. |
3. Registro de impresión inexacto (desplazamiento de la marca ocular)
La máquina no corta en la posición correcta con respecto a la marca impresa, lo que genera gráficos desalineados y longitudes de bolsa incorrectas.
Causa potencial | Solución |
Ajuste incorrecto de la longitud de la bolsa | La longitud programada de la bolsa suele ser ligeramente inferior a la distancia real entre las marcas. Aumente el parámetro de longitud de la bolsa en la HMI para que sea ligeramente superior a la longitud de repetición de la impresión. |
Correas/rodillos de tracción desgastados | La superficie de fricción de las correas o rodillos de tracción de la película se ha desgastado, lo que provoca deslizamientos. Reemplace las correas desgastadas para restaurar la tracción adecuada de la película. |
4. Fallas de temperatura en la mordaza de sellado
Los calentadores de las mordazas de sellado no se calientan o la temperatura se vuelve incontrolable.
Causa potencial | Solución |
Cartucho calefactor dañado | El elemento calefactor se ha quemado. Compruebe la continuidad y sustituya el cartucho calefactor si está en circuito abierto. |
Cableado o fusible defectuoso | Compruebe si hay cables rotos, conexiones sueltas o un fusible quemado en el circuito de calefacción. |
Termopar roto | El termopar que detecta la temperatura de la mordaza está roto o tiene una conexión suelta. El controlador detectará un error y apagará el calentador. Reemplace el termopar. |
Controlador de temperatura dañado | El módulo del controlador de temperatura ha fallado. Si el termopar y el calentador están en buen estado, es probable que el controlador sea el causante y deba reemplazarse. |
5. Separación incompleta de bolsas (“Bolsas encadenadas”)
El cuchillo no logra cortar completamente la película, creando una cadena de bolsas conectadas que requiere separación manual.
Causa potencial | Solución |
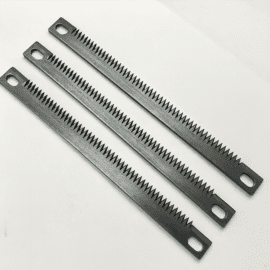
Posición incorrecta del cuchillo | La cuchilla de corte está desalineada con el yunque. Ajuste la posición de la cuchilla para asegurar que esté centrada y haga contacto uniforme con el yunque. |
Hoja de cuchillo sin filo | El filo se ha desafilado por el desgaste. Reemplace el Cuchillo VFFS. No se recomienda reafilar estas hojas ya que altera la geometría crítica de los dientes. |
6. Mal funcionamiento del motor de alimentación de película
El motor que desenrolla el rollo de película no gira, o gira continuamente sin parar.
Causa potencial | Solución |
Conjunto de brazo bailarín atascado | El brazo oscilante, que controla la tensión de la película y envía señales al motor, está atascado. Libere el brazo oscilante y asegúrese de que se mueva con suavidad en todo su rango de movimiento. |
Interruptor de proximidad de alimentación de película defectuoso | El interruptor que señala la posición del brazo oscilante ha fallado. Pruebe y reemplace el interruptor de proximidad. |
Condensador/accionamiento del motor averiado | El motorEl condensador de arranque (para motores de CA) o el propio variador de frecuencia han fallado. Pruebe y reemplace el componente defectuoso. |
7. El motor de llenado no se activa
El sistema de pesadora sinfín, volumétrica o multicabezal no recibe la señal para dispensar producto.
Causa potencial | Solución |
Posición incorrecta del interruptor de proximidad | El interruptor que confirma que las mordazas están cerradas o que la bolsa está en su posición está desalineado. Ajuste el interruptor para asegurar que se active en el punto correcto del ciclo de la máquina. |
Placa de control o unidad defectuosa | La placa de control principal, un relé o el motor específico de la llenadora han fallado. Pruebe las salidas y reemplace el componente electrónico defectuoso. |
8. Daños en la correa de tracción de la película (corte de dientes)
Los dientes de las correas de tracción sincrónicas se cortan, lo que provoca una pérdida de fuerza de tracción y precisión.
Causa potencial | Solución |
Paso de correa/polea no coincidente | El diámetro primitivo de la correa y la polea no coincide correctamente, lo que provoca un engrane deficiente de los dientes. Asegúrese de utilizar la combinación exacta de correa y polea especificada por el fabricante. |
Enganche insuficiente de los dientes | La tensión de la correa es demasiado baja, lo que reduce el número de dientes engranados en la polea (procurar al menos 6). Aumente la tensión de la correa para asegurar una envoltura y un engrane adecuados. |
Material de correa de calidad inferior | El material del cinturón Carece de la resistencia al corte necesaria. Adquiera correas síncronas de alta calidad, equivalentes a las de los fabricantes de equipos originales (OEM), fabricadas con materiales duraderos. |

9. Peso de llenado inconsistente o inexacto
La cantidad de producto dispensado en cada bolsa es inestable, lo que da lugar a sobrellenados o paquetes insuficientes.
Causa potencial | Solución |
Presión de cabeza inconsistente | El nivel de producto en la tolva sobre la llenadora fluctúa considerablemente. Mantenga un nivel de producto constante en la tolva mediante un sensor de nivel y un transportador de alimentación. |
Obstrucción o puenteo del producto | El producto no fluye con fluidez hacia la llenadora (p. ej., sinfín, copa volumétrica). Revise si hay obstrucciones. Para polvos, considere agregar un vibrador o agitador de tolva. |
Componentes mecánicos sueltos | En una llenadora volumétrica, es posible que se hayan aflojado las conexiones o los tornillos de fijación. Inspeccione y apriete todos los componentes mecánicos. |
10. Disparo del disyuntor principal
El disyuntor eléctrico principal de la máquina o GFCI se dispara y apaga toda la máquina.
Causa potencial | Solución |
Cortocircuito interno o falla a tierra | Un cable se ha desgastado y está haciendo cortocircuito con el chasis de la máquina, o ha entrado humedad en un armario eléctrico. Inspeccione cuidadosamente el cableado, los conectores y los armarios para detectar daños o entrada de humedad. |
Motor sobrecargado | Un motor consume demasiada corriente debido a un atasco mecánico o una falla en un rodamiento. Identifique el motor defectuoso y corrija el problema mecánico subyacente. |
11. Película arrugada o desigual en el tubo de formación
La película no es lisa a medida que se desplaza sobre el hombro de formación, lo que genera una apariencia deficiente y posibles problemas de sellado.
Causa potencial | Solución |
Tensión desigual de la película | La tensión en la banda de película no es uniforme. Ajuste el brazo oscilante o el sistema de freno de desenrollado para asegurar una tensión uniforme. |
Forma dañada o incorrecta | El tubo formador presenta abolladuras o rayones, o su diseño no es adecuado para la película utilizada. Inspeccione el formador para detectar daños y pula cualquier imperfección menor. |
Mala sincronización del sistema | Las correas de tracción de la película no están perfectamente sincronizadas, lo que provoca que un lado tire con más fuerza que el otro. Revise la alineación y el sistema de accionamiento de las correas de tracción. |
12. Baja velocidad de empaquetado (OEE deficiente)
La máquina no está logrando su producción nominal de bolsas por minuto.
Causa potencial | Solución |
Parámetros de máquina subóptimos | Los tiempos de permanencia, las temperaturas de sellado y los perfiles de movimiento no están optimizados. Ajuste metódicamente los parámetros para minimizar el tiempo de ciclo sin sacrificar la calidad. |
Piezas mecánicas desgastadas | El desgaste general de rodamientos, correas y actuadores puede ralentizar el movimiento de la máquina. Implemente un programa de mantenimiento preventivo para reemplazar las piezas desgastadas de forma proactiva. |
Motor o variador de tamaño insuficiente | Un motor clave (por ejemplo, el servomotor de la mordaza) podría carecer de la potencia necesaria para alcanzar la velocidad deseada. Confirme que el motor y el variador tengan el tamaño correcto para las necesidades de par y velocidad de la aplicación. |
Conclusión: El camino hacia la confiabilidad de VFFS
El funcionamiento estable de su máquina VFFS es fundamental para alcanzar los objetivos de producción y garantizar la calidad del producto. Al comprender estos modos de fallo comunes, los técnicos pueden pasar de las reparaciones reactivas a la resolución proactiva de problemas. El mantenimiento preventivo regular, la capacitación adecuada de los operadores y el uso de repuestos de alta calidad son clave para minimizar el tiempo de inactividad y maximizar la eficiencia de sus operaciones de envasado.
Si enfrenta problemas persistentes con componentes desgastados, comuníquese con Fill-Package para obtener piezas de repuesto confiables y de alto rendimiento, desde cuchillas y correas hasta servomotores y sensores.